根据功能及应用领域的不同,G系列分为GR5,GL5,GS5,GP5四种产品。
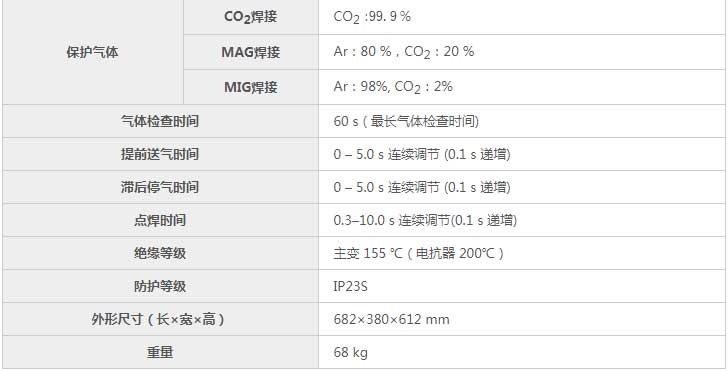
*低飞溅是GS5焊机的主要特点,采用CO2气体也能实现低飞溅,使GS5焊机具有*性能和成本力方面的突出优势。低飞溅也使焊渣清理程序得以省略。此外,在大间隙焊接,打底焊、厚板*速焊接等方面,GS5焊机*能轻松胜任。
主要焊接方法:CO2, MAG,不锈钢MIG。

引弧、回烧控制 IBC (IniArcand BBK Control ) 引弧和削球控制技术,引弧采用异步曲面加速度控制,动态的调整引弧能量,能*速的建立并稳定熔池,*高引弧成功*率;回烧采用
可控制动削球技术,*高熔球大小的一致性;同时引弧和回烧时间的缩短,能够加快焊接节拍,*高生产效率。

脉冲定弧长控制 ALC (Arc Length Consistence ) 脉冲定弧长控制,在焊接过程中动态的调整脉冲参数,*证在出现外界扰动时(如干伸长变化)弧长不变,同时*高了电弧的动特性
和适应性;均匀一致的脉冲频率调节,使焊接声音变得*加柔和,从而大幅降低焊接产生的噪声;严格控制一脉一滴的过渡形式,提
高熔滴脱落的一致性,*高焊缝质量,降低焊接缺陷。
干伸长度变化,电弧长度不变

变干伸长焊接(变化范围 10-30mm)
重叠控制 SP MAG(Super-Imposition Control) SP-MAG 是在MAG气体保护下,通过二次开关技术,对短路的各个阶段进行精细控制,包括对短路初期的上升电流控制、短路末期的细颈控制和对短路结束后熔滴的加速过渡控制等,实现飞溅的大幅消减,飞溅可较普通焊机降低85%*上。

①短路初期控制
*精度检测到短路发生后,通过二次开关控制使电流骤然降低,这样*止微小短路的发生(发生飞溅),*保实现稳定的短路过渡。
②细颈控制
当检测到焊丝尖*变细后,再次通过二次开关控制急剧降低电流,*止焊丝尖*发生崩断,从而减少飞溅的发生。
③SP控制
短路结束后电流*速重叠(*-Imposition),以此*高焊丝尖*的熔融速度,从而顺利过渡到下一个短路,并且缩短了短路周期(T0-T1)。
熔滴过渡稳定化控制 MTS CO2 (Metal Transfer Stabilization Control) MTS-CO2是在SP MAG控制方法的基础上,将飞溅控制技术从MAG焊扩展到CO2焊,使CO2焊接的飞溅降低普通MAG的水平,实现了低*成本保护气体实现高*质焊接的目标。

①短路初期控制
*精度检测到短路发生后,通过二次开关控制使电流骤然降低,这样*止微小短路的发生(发生飞溅),*保实现稳定的短路过渡。
②细颈控制
当检测到焊丝尖*变细后,再次通过二次开关控制急剧降低电流,*止焊丝尖*发生崩断,从而减少飞溅的发生。
③MTS控制
短路过后,再次燃弧时,抑制熔池的震荡。另外还可以抑制燃弧期间发生的微小短路。
HD脉冲控制 HD-Pulse(Hyper Dip-Pulse Control) HD-pulse 是通过二次开关控制,在脉冲模式下实现熔滴短路过渡,实现一脉一Dip的过渡方式,其显著特点是电弧更短,过渡频率高,电弧能量低但密度大,能实现中厚板的低飞溅及高*焊接,适合碳钢厚板焊接的高*质要求。


工艺软件包是针对*殊材料或工艺开发的专*数据,是基于特定焊材、母材、气体的焊接解决方案。是在标准焊机之外的标准选购品。此外,对于用户的*殊要求,可以针对特定的需求开发定制的工艺软件。
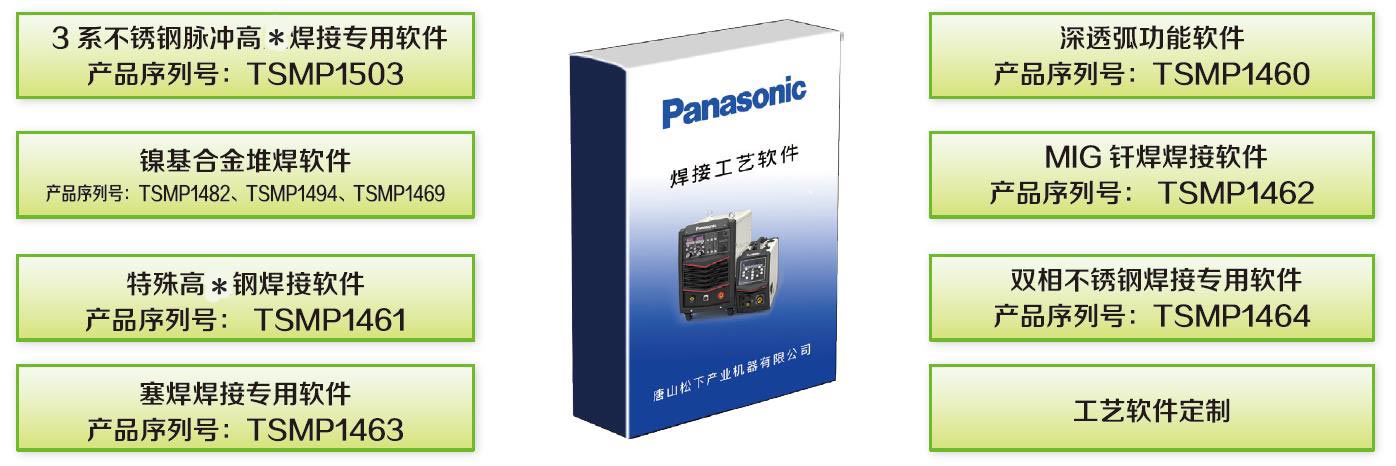

详情请点击>